根据实际零件尺寸合理选用了孔径为90mm的感应线圈,淬火感应线圈6个,回火感应线圈5个,淬火使用500kW的中频感应锻造炉,回火使用300kW的中频电源,冷却用了7.5kW的离心式水泵带动喷水圈喷水,并使用了一个50t的水冷却塔,保证其水温不超过40℃,上下料为气动装置和接近开关,实现自动上料和下料。
通过自动上料→中频感应锻造炉→冷却(淬火)→感应加热(回火)→自动下料并在连续作业生产线上完成了整个调质工艺。
(1)自动上料 将零件经人工放至上料台,经输送装置以旋转方式送入。
(2)感应加热 通过输送装置的稳速运行,将零件送入淬火感应线圈中,通过固定式红外测温仪测温,对零件进行预热→测温→升温→测温的温度控制,达到淬火温度进入高压喷水装置冷却,完成淬火过程。
(3)回火 冷却后的零件经输送装置的稳速动行,将零件送入回火感应线圈进行回火,后送入下料区。
(4)自动下料 零件进入自动下料平台冷却。
中频感应锻造炉调质的工艺曲线如图
在实际生产过程中,淬火时经固定式红外测温仪实测淬火温度860℃,中频频率为2.5kHz,功率310kW,回火温度600℃,中频感应锻造炉频率2.7kHz,功率105kW,速度4min/m。
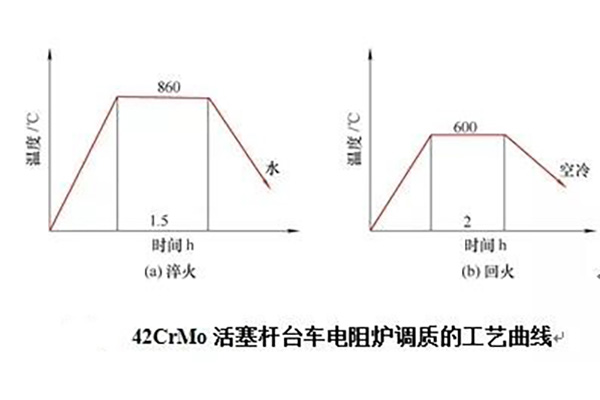
2.普通台车电阻炉调质工艺
选用一台150kW的长度为6m的台车电阻炉进行淬火和回火,先将台车电阻炉预热,后将零件装入炉膛,加热到淬火温度保温,然后淬入8%氯化钠水溶液中,带温出水(由于设备限制,没有这么大的油池),待其冷却后,进行硬度的检验,确定其回火温度再放入台车电阻炉内回火。工艺曲线
在进行调质处理时应注意:调质保温时间要充足,使工件完全奥氏体化;淬火时必须要预冷,以防造成工件开裂;检查回火炉控温是否准确,把工件平稳放入炉膛中心,使工件受热均匀,才能得到理想的回火组织。
宏展感应加热设备厂家多年中频感应锻造炉的研发生产,让我们在行业内拥有了大批的客户,凭借卓越的品质的,优质的服务赢得了国内外客户的信赖。