传动轴是汽车的重要零件,它在工作过程中要承受巨大的摩擦力,传动轴结构设置凸缘,一方面是考虑利用凸缘加强传动轴的强度,另一方面凸缘轴可以产生振动,利用凸缘位置和大小,可以平衡活塞的振动。为此,我们对其进行淬火机淬火以提高它的硬度、耐磨性和使用寿命。汽车凸缘零件属空心轴类,壁厚为10mm,同时硬化区域内有楞,应该说在淬火机淬火区域内很忌讳有孔、楞、沟、槽等结构存在,这些结构经常是淬火裂纹的根源。但由于零件的功能需要,这些结构又必须存在,导致其淬火机淬火工艺难度加大。为避免尖角效应产生的过热和淬火裂纹的产生,我们从感应器结构及淬火工艺上进行了设计工艺进行了研究。
感应淬火,凸缘及端面的淬硬层要求连续。一般情况下,零件局部表面淬火后的残余应力分布规律为,淬硬区为压应力,而过渡区将由残余压应力转为拉应力,经自回火或回火后,残余应力可降低l~2倍。因此可见,在局部表面淬火机淬火时,决不可使硬化层终止在轴的危险断面或有应力集中的地方。例如轴颈圆角处是应力集中的地方,如果硬化层在此处终止,则过渡区的张应力与应力集中叠加,易造成零件的早期疲劳损坏。硬化层不合理分布,分布形式,轴肩的危险断面不仅因表面硬化而得到强化,还因残余压应力而减小应力集中系数,因而可使疲劳强度得到大幅度提高。
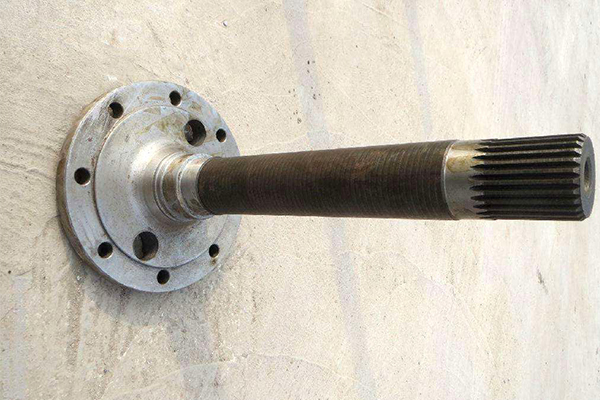
带凸缘的轴或轴颈,硬化区最好从凸缘根部R圆角处开始,以保证获得最好的疲劳寿命。如根部不需要淬硬,硬化区距圆角处距离应为5~8mm,以避免过渡区的拉应力出现在应力集中部位。淬火机花键轴施行花键全长淬火时,硬化区应超过花键全长的10~15mm,即硬化区超过其应力集中部位。阶梯轴的阶梯小于3mm时,允许采用淬火机同一感应器连续淬火,但不同直径过渡时,零件在感应器内的移动速度应有所不同。当阶梯轴的阶梯大于3mm时,轴上的硬化区应分段处理。对疲劳强度要求较高的轴,其大小轴颈R圆角过渡处可采用滚压或喷丸处理来改善和提高该处的疲劳强度。
由于该零件上同时有端面及凸缘两个感应淬火疑难结构的存在,而上述部位的存在,淬火机在实施局部感应淬火时,易产生尖角效应,即在局部感应淬火时,位于尖角处的电流密集,易产生过热或过烧现象,甚至产生淬火裂纹,故感应加热工艺存在一定难度。