小型高频淬火机在淬火工艺中,被淬火工件表面的淬火淬硬层深度一般根据淬火件的工作条件及使用中是否修磨而定。在摩擦条件下工作的零件,一般淬硬层深度应用1.5-2.0mm,磨损后需修磨的,淬硬层深度还可大些,为3-5mm。受挤压及受压力载荷的零件淬硬层深度应为4-5mm。冷轧辊淬硬层深度应大于10mm。受交变载荷的淬火零件,其应力不太高时,有效淬硬层深度可为零件直径的15%;在高应力时,其有效淬硬层深度一般应大于1.5mm。轴肩或圆角处的淬硬层深度一般应大于1.5mm。受扭力的有台阶的轴,其淬硬层在全长上必须连续,否则由于台阶过渡处淬硬层中断,轴的扭转强度会比未经感应淬火的轴的强度还要低。感应淬火件的淬硬层深度应有上、下限范围。
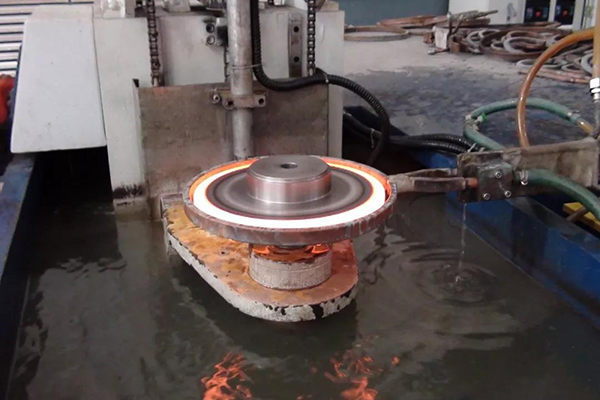
一般波动范围为1-2mm。例如,淬硬层深度为0.5-1.0mm、1.0-2.0mm、1.0-2.5mm册、2.0-4.0mm、3.0-5.0mm、≥1.2mm、≥2.0mm、≥3.0mm等。硬度变应有上、下限,如56-64HRC,52-57HRC、≥50HRC、≥45HRC等小型高频淬火机淬火工艺 小型高频淬火机淬火时产生淬火裂纹是热处理常见的质量问题,形成淬火裂纹的原因主要有加热温度、淬火冷却介质种类等因素,但零件形状尺寸有时也是导致淬火裂纹形成的原因。现在所述的零件淬火裂纹是一种典型的零件形状导致的淬火裂纹。 现在我们来简单用一个例子来简述一下小型高频淬火机淬火一个工件的工艺,比如驱动盘是推土机终传动件数机构的重要零件,材料45钢。技术要求:锻造成形,整体调质,硬度248-302HBW,?94mm外圆感应淬火。
热处理后再锥面出现淬火裂纹。小型高频淬火机淬火问题的分析及解决方案是什么呢?同时也以该零件为例,该零件的材料和技术要求都是最常见的,但零件形状比较特殊,存在比较大的锥面,厚度仅为9mm,与锥面连接的部位厚度有较大变化,在淬火时,9mm厚锥面完全淬透,形成很大的拉应力,容易导致淬火开裂。零件开裂的主要原因是采用水介质淬火时太剧烈,而导致淬火裂纹。根据我公司现有条件,快速淬火油介质淬火,后期进行三次工艺验证,质量稳定,再没有出现淬火裂纹,问题得以解决。小型高频淬火机淬火淬火裂纹是不可挽救的热处理质量问题,进行工艺设计开发是除要考虑材料、淬火温度、淬火冷却介质,还要考虑零件形状,并做前期工艺验证,质量稳定后方可批量生产,可为公司减少不必要的经济损失。