齿轮联轴器是煤矿用刮板输送机设备中的关键零件,是输送机传动部中将动力从减速器传递到链轮的一个重要部件。齿轮联轴器的作用一是传递扭矩;二是脱开时可进行分度,使主动轴与被动轴的传递产生相位角。为了改善齿的接触条件,提高齿轮联轴器的承载能力,增大两轴的许用相对角位移,外齿采用鼓形齿。
鼓形齿轮联轴器在高速、重载机械上得到广泛应用,具有无轴向窜动、传动平衡、冲击振动和噪声小的特点,但加工工艺过程比较复杂,原热处理花键采用氮化处理,技术要求为氮化硬度550~650HV,渗层深度0.4~0.6mm,为了提高生产效率,降低生产成本,在保证产品质量的前提下,对齿轮联轴器进行了超音频感应加热设备淬火处理。试验对象齿轮联轴器,技术要求为齿部硬度46~53HRC,淬硬层深度>1mm。
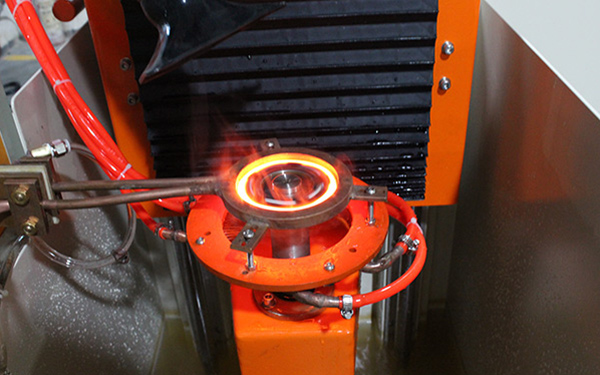
此次试验选用超音频感应加热设备搭配数控立式淬火机床,设备参数变压器淬火移动速度使用内花键感应器,外鼓形齿采用常规结构,即加热圈与喷水圈分开。内花键、外鼓形齿淬火工艺参数:超音频感应加热设备感应器与工件之间间隙均匀,采用扫描淬火后工件表面硬度 使用便携式里氏硬度计,对工件随机各抽测3个齿齿顶硬度从检测结果来看,工件淬火后内花键、外鼓形齿硬度均符合技术要求,对内花键、外鼓形齿进行了裂纹检测,未发现裂纹。