重载齿圈自动高频淬火机结果发现试验齿根出现裂纹,硬层分布不均匀,齿根和齿顶硬化层较深,但节圆淬硬层深度远低于技术要求的有效硬化层深值。经初步检测,齿根裂纹附近有高点和接刀痕等铣齿缺陷。分析认为,上述缺陷在局部位置产生应力集中,并在自动高频淬火机淬火过程中与组织应力、热应力相互叠加导致局部应力过大而开裂。
对该齿圈的齿面进行打磨处理,并挑选无明显异常的齿条采用。经磁粉探伤,试制齿条未发现自动高频淬火机淬火裂纹。同时,对裂纹的失效分析结果也进一步证实了铣齿缺陷导致了齿根开裂,除齿根裂纹外存在淬硬层分布不均问题,齿根和齿顶硬化层较深,但节圆淬硬层深度远低于技术要求规定的有效硬
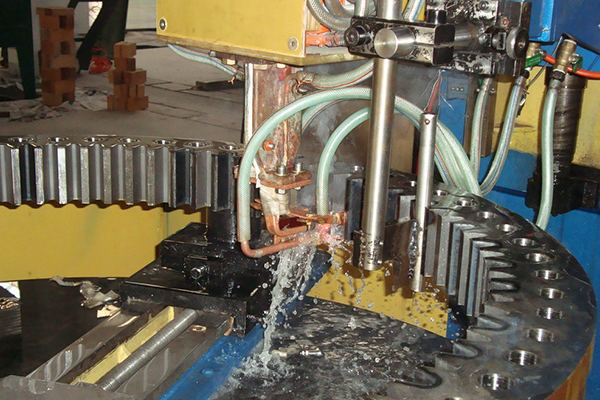
针对此种情况,最合理的解决方案为重新优化自动高频淬火机感应器。但是,考虑到重新设计、制作并验证感应器的周期长以及生产订单交付周期紧的事实,本研究在不更换感应器的前提下,尝试通过调整齿部间隙、功率、移动速度等参数对工艺进行优化。自动高频淬火机感应器外移,增大齿轮各部位与自动高频淬火机感应器的间隙从而缩小节圆处与齿顶、齿根处加热效率的不均匀程度。但是,随着齿部间隙的增大,各部位加热效率必然会有不同程度的下降,导致硬化层变浅。因此,通过增加功率和降低移动速度的方法来弥补间隙增大导致的加热效率降低的问题。
结果表明,齿顶有效硬化层深均为3.6mm,齿根有效硬化层深,节圆有效硬化层深由此可见,已满足相关技术要求的硬化层深要求。由表可知,齿条的进口、出口部位有效硬化层深满足≥1.0mm要求,齿条各部位表面硬度满足53~58HRC要求,淬硬层金相组织5级,满足4~7级要求。因此,满足产品技术要求,可用作生产工艺。