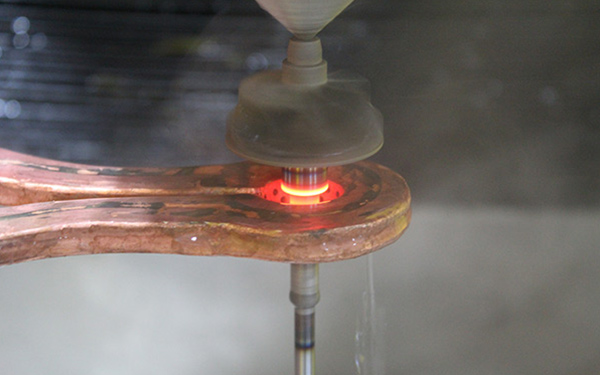
感应加热深度和功率取决于感应器中电流的大小、频率,以及工件导磁性、导电性、导热性和感应器的周围的磁场分布。高频感应加热电源感应器周围的磁场分布特征会导致工件表面各处加热功率有差异,从而可能导致各处加热温度差异,从而引起淬硬层深度及硬度有差异。蓝色五星位置处间隙较小时,邻近效应将比较明显,影响感应器在此处的电流和磁场分布。高频感应加热电源感应器中电流远离工件分布,使气门小头杆端面中心的加热功率相对较小,温度较低,硬度也就相对较低。
当然,即使消除了邻近效应的影响,杆端面中心温度常常也较低,主要原因是小头端面边沿由于尖角效应温度会比中心较高一些。由于热量会自动从温度高处向低处传导,因此为了使杆端面中心温度上升到足够高,消除杆端面中心硬度低的现象,就必须使整体表面温度高一些或高温时间维持较长一些。这样,由于热传导,加上气门的杆部直径相对于表面淬硬层深度要求较小,工件心部温度就会高到使冷却时材料心部组织发生变化,造成心部硬度过高。
由于小头杆端受热不匀,两种材料差异过大温度或高频感应加热电源加热时间较长一些才能满足杆端端面中心硬度要求。气门会由于表面温度相对过高,表面热量向心部传导过多致使心部温度过高,随之造成心部硬度过高。此外加热的后段,导磁体的温度可能升高到居里点,加热深度也会增加,进一步导致了心部温度和硬度升高。这样两种材料用同样的参数淬火时,心部硬度与杆端中间硬度难以兼顾。用较低的淬火温度的前提下提高材料气门端部中心硬度。能否缩小气门小头端面与感应器的间隙来提高端面中心硬度呢?理论和试验证明是可以的。但是小头端面边沿时常过热甚至烧坏,因此这样做整体是不行的,顾此失彼。
修改高频感应加热电源感应器感应器正对杆端面中心的位置,采取感应器正对气门杆端面的中心局部突出措施,来改善感应器中电流和感应器附近的磁场分布,从而解决杆端端面中心加热功率小的问题。但是,由于箭头所指突出部位的对面没有凹陷,高频感应加热电源感应器中流到突出部位的电流很小,其作用很有限所示这种邻近效应较大的感应器中尤其有限。高频感应加热电源感应器,但是这种感应器一方面手工制造其形状不易做到一致且易变形,也不便加装导磁体,使用起来不便,另一方面是这种感应器内部通水面积较小,易过热变形。如装有导磁体,过热还会造成导磁体失磁,从而使加热深度变深、心部温度升高。
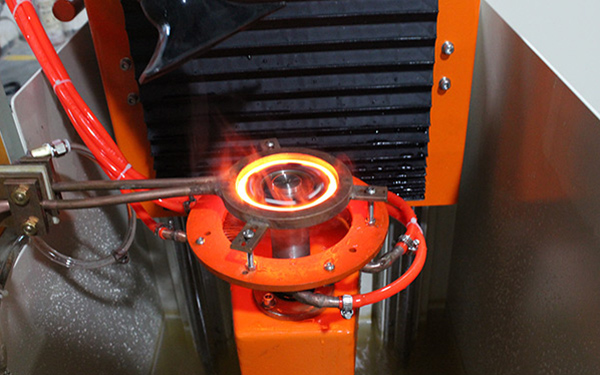
因此,还是应加大间隙,减小邻近效应,甚至在外侧加装导磁体。这样就可根据需要很灵活地修改导磁体的尺寸,适当地减小中心位置磁路磁阻。这样改善高频感应加热电源感应器的周围的磁场分布,避免杆端面中心加热功率低,从而避免了因加热时间短造成的中心温度低、进而造成杆端面中心硬度低的现象。